邮箱:anchi@chinaanchi.com
电话:0573-84613742/84516877
电话:0573-84613742/84516877

轴承的装配
装配时压入力F的计算公式:
![]()
T:除去复合层后基体的厚度(mm)
B:轴承高度(mm)
 :应力系数=1.9×103(N/mm2)
:应力系数=1.9×103(N/mm2)
![]() max:过盈量(mm)
max:过盈量(mm)
D:轴承外径(mm)
<注>:此时轴承外圆与座孔内圆之间的摩擦系数通常在0.15左右。
举例说明:
SF-1·2015(标准品)压入DH=23H7![]() 的座孔,求此时的压入力F大小。
的座孔,求此时的压入力F大小。
计算:已知壁厚SB=1.5mm,复合层厚t=0.3mm,基体厚度T=1.5-0.3=1.2mm,轴承高度b=15,轴承外径D=23mm,过盈量![]() min=0.014mm,过盈量
min=0.014mm,过盈量![]() max=0.075mm
max=0.075mm

所以,安装时压入力F=1880~10040N
装配方法
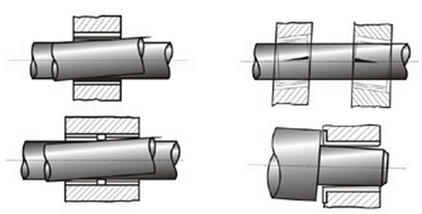
1.直轴承的装配方法
芯轴引导棒的直径比安装后的轴承直径小0.1~0.3mm。芯轴最好进行热处理。玩为便于压装,可在轴承外径面涂上一点油,请勿以铁锤直接敲打衬套的端面等冲击方法压入。安装大直径d>5mm轴承时,必须采取措施,校准轴承接缝。
2.翻边轴承 的装配方法
对于翻边轴承,装配时翻边处的半径应该考虑,座孔要求提供足够大的倒角,以防止翻边轴承翻边外径处的变形。翻边轴承的压装方法和直轴承的压装方法基本相同,但要求翻边轴承压装芯轴承凸缘外径比直轴承压装芯轴凸缘外径大些。
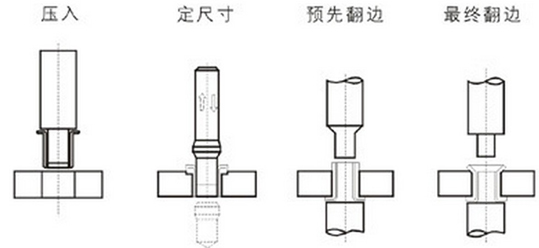
3.止推垫片、平板的专配方法
我们推荐采用固定销、沉头螺钉安装止推垫片,采用镶嵌式安装平板。安装止推垫片或平板式,要求润滑层比基座高0.3~0.5mm。 假如采用以上方法安装不合适,或者不经济的话,可采用粘着剂、激光焊接货高温焊接。采用粘着剂安装时,可以不用固定销,但是效果较差。粘着剂以环氧树脂系的合成树脂较适合。当使用激光焊接或者高温焊接时,不应该超过润滑层的最高承受温度。
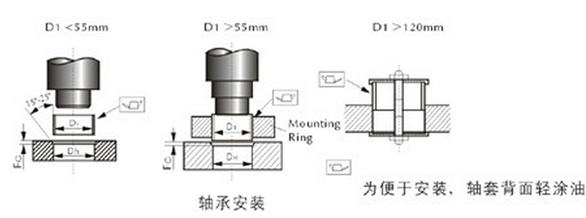
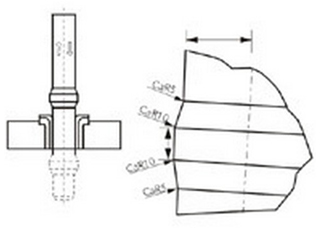
4.SF-1系列轴承的安装方法
压装芯轴的引导棒长度至少等于轴承标称长度的75%,引导棒的直径比安装后的轴承直径小0.05mm;翻边轴承压装轴凸缘外径至少应和轴承法兰的外径一样,引导棒的直径比安装后的轴承直径小0.01mm,见下图。
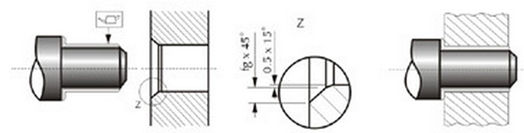
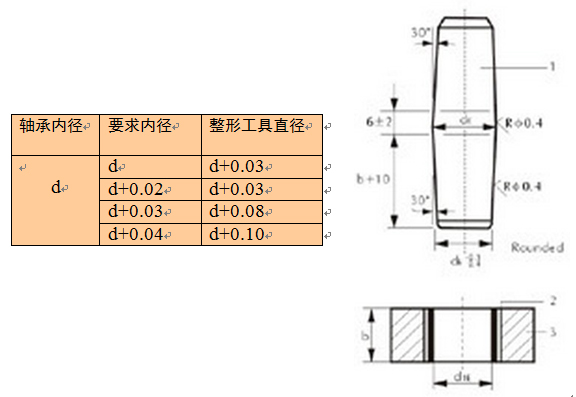
轴承安装后内径的校准
一般轴承内径的校准
轴承安装后,通常可以直接使用。在配合间隙要求增大或安装时由于配合过盈量太大而造成内孔变形时,可采用下图所示整形工具使轴承内孔达到所要求的尺寸,整形工具直径如下表所示。
SF-2系列轴承内径的校准
SF-2系列轴承安装后,内孔必须进行校准后才能使用。校准心轴引导棒长度至少等于轴承标称长度的75%,引导棒的直径比安装后的轴承直径小0.05mm。校准心轴的有效长度不应超过3.5mm,以便起到成形模具的作用。
相配轴承的校准
不论是径向还是轴向滑动轴承,为了避免负荷集中,安装时都要对其平行度进行校准,要求在整个宽度范围内,轴与轴承之间平行不超出0.02mm。